 مروری بر تکنولوژی : ساپورت گذاری در پرینت سه بعدی
مروری بر تکنولوژی : ساپورت گذاری در پرینت سه بعدی
ساپورت های پرینت سه بعدی چه هستند ؟ چه زمانی ساپورت نیاز است و چگونه ساپورت ها در کیفیت و قیمت جسم پرینت شده تاثیر می گذارد ؟
مقدمه
از آنجایی قسمت های پرینت شده به صورت لایه روی لایه ساخته می شوند برای آنکه لایه ی بعدی ساخته شود باید لایه قبلی ای وجود داشته باشد . بسته به نوع تکنولوژی پرینت سه بعدی و پیچیدگی مدل سه بعدی می توان فهمید که آیا به وجود ساپورت نیاز است یا خیر.
زمانی که تکنولوژی پرینت خود را در نظر بگیرید لازم است که به ساختار های ساپورت توجه کنید و اینکه چگونه بر روی نتیجه نهایی اثر می گذارند . چون در انتها نیاز است که ساختار های ساپورت جدا شوند بر روی سطح نهایی اثری از خود به جا می گذارد که در نهایت باعث ایجاد لکه یا زبری سطحی می شود .
این مقاله درباره ی ساپورت ها و اینکه چگونه در هر یک از تکنیک های پرینت ساپورت ها اجرا می شوند و اینکه چگونه استفاده از ساپورت می تواند بر روی روند تصمیم گیری طراحی تاثیر گذار باشد .
ساختار ساپورت های FDM
مدل سازی جوش خوردگی رسوبی (FDM) یک رشته ذوب شده را روی سطح ساخت در امتداد مسیری از پیش تعیین شده اکسترود می کند .زمانی که ماده اکسترود می شود سرد شده و سطحی جامد را ایجاد می کند که پایه ای برای لایه ی بعدی می شود تا ماده بر روی آن قرار گیرد . این روند لایه به لایه اجرا می شود تا جسم کامل شود .
چه زمانی ماده ی ساپورت FDM نیاز می شود ؟
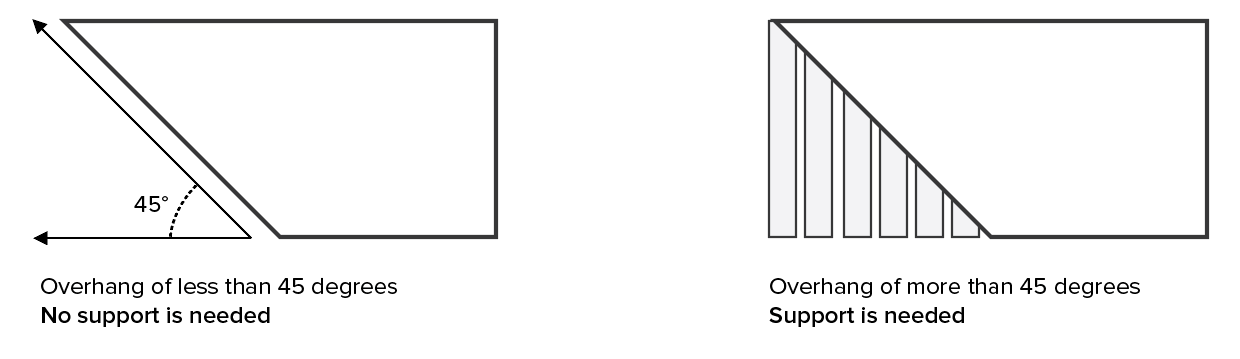
در پرینت FDM هر لایه مجموعه ای از رشته های گرم شده است که به تار های زیر و اطراف آن متصل شده است . هر تار نسبت به تار قبلی ذره ای بسط داده شده و پرینت می شود . این فرآیند اجازه میدهد که مدل با زاویه هایی تا ۴۵ درجه ساخته شود و هر لایه از لایه ی قبلی گسترده تر شود . وقتی جسمی برآمدگی با زاویه بیش از ۴۵ درجه داشته باشد نیازمند ماده های ساپورت زیر آن می شود تا لایه را نگه دارد .
پل زدن و ساپورت
در قاعده ی ذکر شده در بخش بالا استثنایی وجود دارد ، مواد داغ در فواصل کوتاه می توانند بین دو نقطه به روش پل زدن کشیده شوند . پل زدن اجازه می دهد ماده بدون ساپورت و با حداقل بیرون زدگی پرینت شود .
زمانی که طول پل بیش از ۵mm شود عموماً نیاز است که از ساپورت استفاده شود تا سطح نهایی دقیق تری را بدهد .
ABS ها(یا YHTها) ی ساپورت های FDM
اگر حروف Y ، H و T و مجموعه ای از مدل های ۳D همراه را در نظر بگیریم .
- بازو های مدل حرف Y می تواند به راحتی پرینت شود . با اینکه این بازو ها بیرون زده شده است . به این دلیل که با زاویه ی ۴۵ درجه و یا کمتر گسترده شده اند نیازی به ساپورت نیست .
- حرف H اندکی پیچیده تر است ولی اگر پل مرکزی کوتاه تر از ۵mm باشد می تواند بدون ساپورت یا هرگونه خمیدگی پرینت شود . اگر بیش از ۵mm باشد به ساپورت نیاز می شود . برای مثال این پل مرکزی بیش از ۵mm است و از ساپورت استفاده شده است .
- حرف T برای بازو هایش به ساپورت نیاز دارد . هیچ چیزی برای آنکه بازو بر آن پرینت شوند وجود ندارد و بدون ساپورت ماده به زمین میافتد .
تصویر زیر مدل YHT را با ساپورت هایی در رنگ خاکستری نشان می دهد .
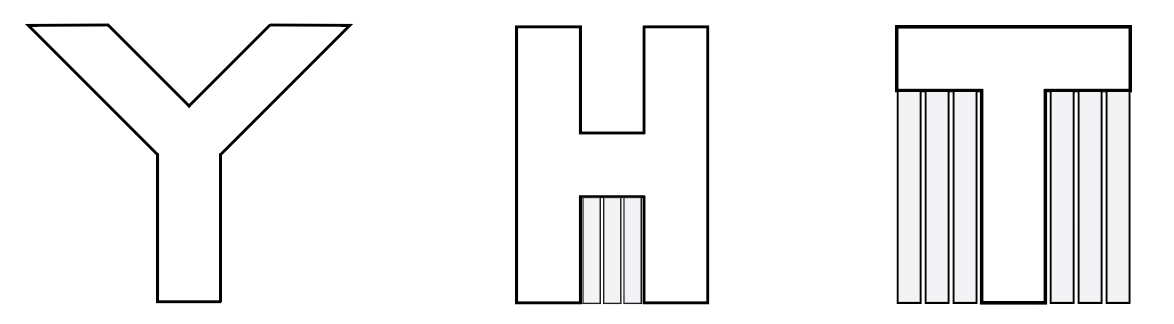
Y ، Hو T در تصویر زیر با FDM و ساپورت پرینت شده است .

در تصویر زیر نتیجه ی اینکه حرف T بدون ساپورت پرینت شود را مشاهده می کنید . سطح آن دچار خمیدگی بسیار زیادی شده است و نیازمند فرآیند های صاف کاری بسیاری پس از پرینت است .

جنبه ی منفی مواد ساپورت FDM
یکی از محدودیت های استفاده از ساپورت این است که پردازش پس از پرینت همیشه نیاز است ، که در نتیجه اش ایجاد علائم و یا آسیب به سطح در تماس با ساپورت است . مسئله ی دیگر آن است که لایه ی پرینت شده بر روی ساپورت کیفیت کمتری خواهد داشت به این دلیل که ساپورت ها ثبات کمتری نسبت به لایه های جامد دیگر دارند . از طرفی ممکن است جدا سازی ساپورت ها از مدل های کوچک و با ویژگی های پیچیده بدون آسیب زدن به مدل مشکل باشد .
به طور خلاصه ساپورت ها نیازمند مواد پرینت اضافی هستند و در نتیجه هزینه های اضافی را نیز متحمل می کند و لازم است که ساپورت ها جدا شوند که باعث ایجاد کار بیشتر برای ارائه دهنده خدمات پرینت ۳D می شود که در کل هزینه کار پرینت را افزایش می دهد .
چه مقدار ساپورت برای FDM مورد نیاز است ؟
مثال طاق زیر به مقدار اندکی ساپورت در محل صحیح نیاز دارد تا به طور دقیق پرینت شود .

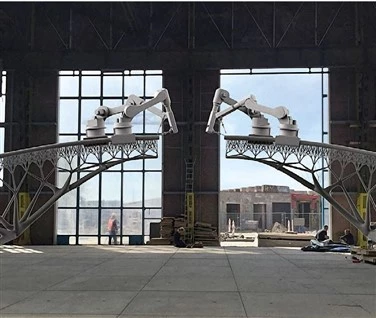
طاق دروازه ای سنت لوئیس نمونه عالی از استفاده ساپورت برای شکل کمانی است.
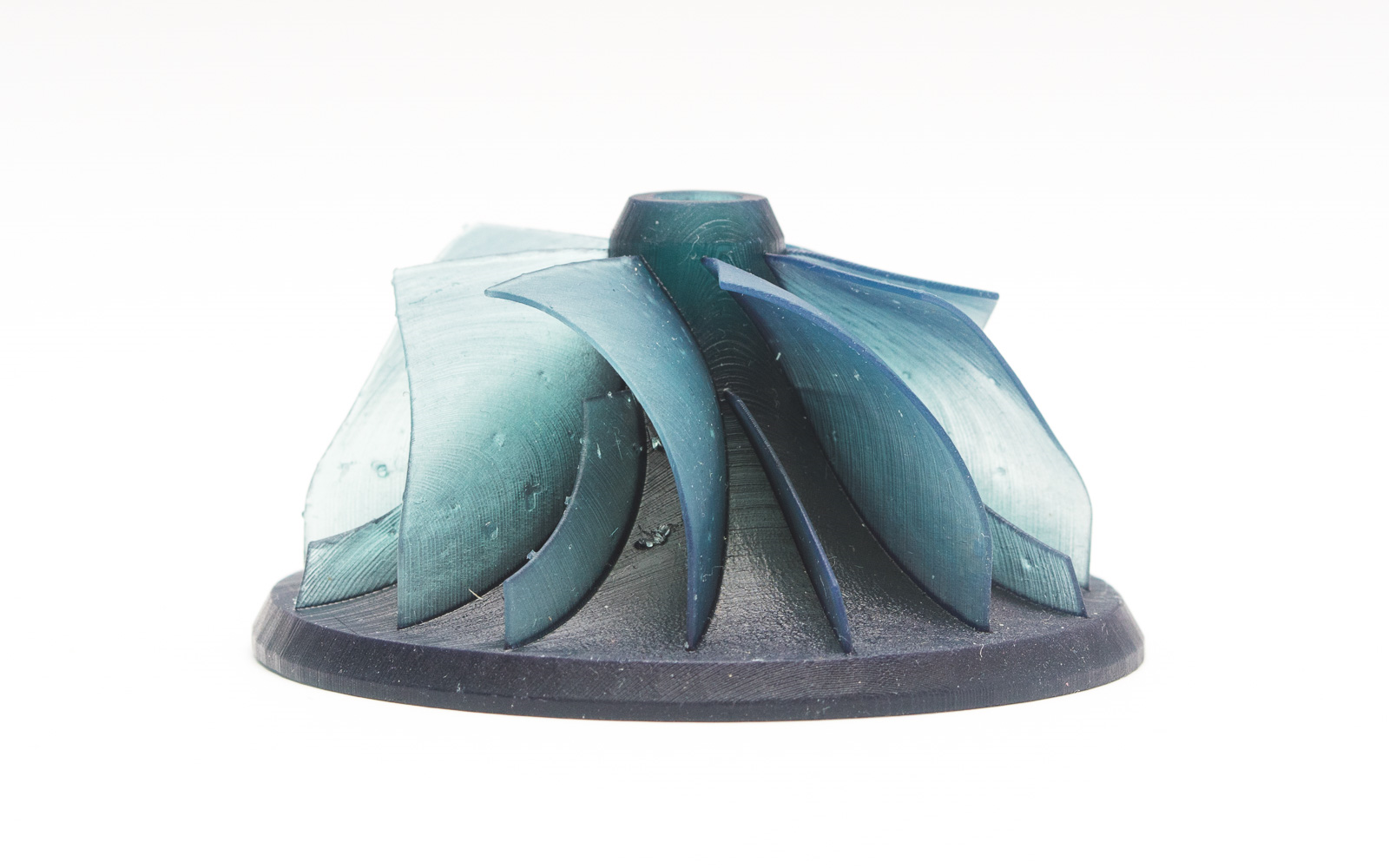
نمونه “توپ در مکعب” زیر مثالی است که به مقدار زیادی از ساپورت احتیاج دارد . جدا سازی ساپورت در این نمونه بسیار پیچیده و شامل برداشتن هر یک از عناصر ساپورت با دمباریک است در حالی که باید برای محدود کردن آسیب به سطوح اطراف ساپورت تلاش کرد. سنباده کشیدن و یا صاف کردن سطح پس از جدا سازی ساپورت ها نیز بسیار دشوار است.

بدون مواد ساپورت این مدل نمیتواند به سادگی در FDM بدون افت در کیفیت و دقت پرینت شود . در این مورد – با وجود هزینه و زمان پرینت اضافه – ساپورت ها بسیار ضروری هستند تا بتوان مدل را پرینت کرد.
دو مدل از ساپورت های FDM
روش پرینت FDM از دو نوع ساپورت استفاده می کند.

دو نوع مختلف از ساختارهای ساپورت: ساپورت آکاردئون (سمت چپ) و ساپورت درختی (سمت راست)
نوع اول که به نوعی آکاردئونی مسطح و یا شبکه است ، معمول ترین و مناسب ترین نوع ساپورت برای بیشتر پرینت های FDM می باشد . نوع دیگر که شبه درخت است که برای بعضی از پرینتر ها ترجیح دارد . این روش ساپورت معروفیت کمتری دارد با این حال تماس کمتری با مدل دارد که در نهایت سطح بهتری را میدهد . اپراتور پرینتر به طور معمول نوع ساپورتی که به بهترین وجه برای کاربرد شماست را تشخیص میدهد و در نتیجه تاثیر ظاهریش بر روی مدل را به حداقل می رساند.

قطعه پازلی که ساپورت هایش جدا شده شده و سطح زبری دارد.
ساپورت های حل شونده
در پرینترهای دقیق تنظیم شده با دو هد پرینت ساپورت ها می توانند با موادی که قابلیت حل شدن دارند پرینت شوند که دیگر نیاز نیست از قطعه کنده شوند بلکه در یک حلال شیمیایی حل میشود و تاثیری بر روی مدل اصلی پرینت شده نمی گذارد . بدین صورت سطح نهایی بهتری ایجاد می شود با این حال می تواند راه حلی گران و وقت گیر باشد . یک نمونه از این دستگاه Ultimaker 3 که با بهره گیری ساپورت پرینت شده در PVA است که به راحتی پس از پرینت حل می شود .
ساختار ساپورت های SLA و DLP

SLA و DLP جسم های پرینت شده سه بعدی از رزین های مایع (فوتوپلیمر) میسازد . این رزین ها با استفاده از منبع نور سخت می شوند . بسته به نوع دقیق پرینتر یا مدل از محفظه شامل مواد مایع در حالی که توسط یک منبع نور از طریق یک دریچه شفاف در پایین سخت میشود خارج شده است یا در مایع غوطه ور است در حالی که از بالا تحت اثر منبع نور است .
چه زمانی مواد ساپورت برای SLA و DLP نیاز است؟
برای اطمینان از اتصال جسم به پلت فرم و اینکه در محفظه شناور نباشد ، SLA و DLP پرینتر ها تقریبا در تمامی موارد به ساپورت نیاز دارند . ساختار ساپورت ها در این پرینتر ها شبیه دنده های نازک است با نوکی بسیار کوچک متصل به مدل برای صرفه جویی ماده و زمان پرینت . تعداد ساپورت ها موقعیتشان و محل تماسشان با مدل و ساختارشان همه توسط نرم افزار محاسبه می شود و به شکل ، جهت گیری و وزن قطعه پرینت شده بستگی دارد .
SLA و DLP از دقیق ترین تکنولوژی هایی هستند که قابلیت پرینت کوچکترین و ظریف ترین مدل ها با جزئیات دقیق را دارد . با فرآیند های صحیح پس از پرینت ، استفاده از ساپورت ها بر روی کیفیت پرینت تاثیر نخواهد گذاشت .
جداسازی ساپورت از پرینت های SLA و DLP
در ابتدا الکل ایزوپروپیل (IPA) استفاده می شود تا زرین مایع را از روی قطعه کامل شده بشورد . ساختار های ساپورت یا می توانند از سطح مدل شکسته شوند و یا با استفاده از انبردست جدا شوند . نقطه هایی که ساپورت ها در تماس با مدل بودند سنباده می شوند تا لکه های باقی مانده از بین بروند.
ملاحظات طراحی های ساپورت در SLA و DLP
جهت گیری قطعه نقش بسیار کلیدی در قرار گیری ساپورت ها در روش های SLA و DLP دارد . با چرخاندن یک قطعه میزان ساپورت های استفاده شده (و البته هزینه پرینت ) به شدت کاهش یابد . از طرفی جهت گیری مدل در محل قرار گیری ساپورت ها بسیار تاثیر گذار هستند . اگر زیبایی ظاهری سطح جسم اهمیت داشته باشد ، چرخاندن جسم اهمیت پیدا می کند تا ساپورت های کمتری با آن در تماس باشند . برای پرینت های پیچیده تر با جزئیات بسیار بالا و قطعات بسیار نازک و ظریف می توان قطعه را به چند بخش تقسیم کرد سپس قطعات را به هم متصل کرد (به وسیله اتصالات مناسب و یا قطعات متصل کننده و یا چسباننده ها) بدین طریق کیفیت پرینت و ظاهر آن ارتقا پیدا می کند.
قطعه پرینت شده به وسیله SLA که علائمی از محل های قرار گیری ساپورت ها بر رو آن قابل مشاهده است .
ساختار های ساپورت Material jetting (PolyJet) () تکنولوژی شبیه به پرینت Inkjet دارند ولی به جای افشانه کردن قطره های جوهر بر روی کاغذ ، این پرینتر های سه بعدی فوتوپلیمر مایع را بر روی صفحه ساخت افشانده و سریعاً به وسیله نور UV عمل آوری اش می کنند .
چه زمانی مواد ساپورت در پرینت های ماده افشان نیاز است ؟
این نوع از پرینتر ها در تمام مواردی قطعه ای معلق است بدون در نظر گرفتن زاویه اش به ساپورت نیاز دارند. این ساپورت ها یا در آب حل می شوند و یا پس از پرینت به وسیله انبر دست ، واترجت ، شست و شوی التراسونیک و سمباده کشیدن جدا سازی می شوند .
برخلاف FDM ساپورت های استفاده شده در این تکنولوژی ظاهر جسم کیفیت سطح و یا ویژگی های تکنیکی آنرا تحت تاثیر قرار نمی دهد. پس از فرآیند هایی که بعد از پرینت بر روی جسم انجام می شود غیر ممکن است که بتوان محل قرار گیری ساپورت ها را تشخیص داد.
قوانین طراحی با Material jetting
با توجه به ابزار های قوی مورد استفاده در طول فرآیند های بعد از پرینت (واترجت ، سمباده کشیدن) بخش های پیچیده مدل ممکن است آسیب ببیند و یا خم شود .
اگر مدل شما دارای قطعات پیچیده و سیم های نازک است پرینت SLS توصیه می شود .
ساختار ساپورت های SLS
SLS مواد پودری را با استفاده از یک لیزر درون محفظه ای فیوز می کند . برای SLS نیازی به وجود ساپورت نیست از آنجایی که مواد پودری زمانی که جسم لایه به لایه ساخته می شود مانند ساپورت عمل می کنند. این موضوع آزادی بسیاری را در طراحی ایجاد می کند ولی در عین حال هزینه و زمان پرینت افزایش می یابد.
در SLS زمان زیادی نیاز است تا محفظه ساخت سرد و تمیز شود و جسم به فرایند های قدم به قدم بسیاری از جمله جدا سازی پودر های فیوز نشده با تفنگ هوا ، نیاز دارد تا آماده شود.

هنگام پرینت با SLS پودر های فیوز نشده اطراف جسم به طور طبیعی مثل ساپورت عمل میکنند که به آسانی قابل جداسازی است .
ساختار ساپورت های Binder jetting
Binder jetting از این جهت که پرینتر از لایه های نازک ماده پودری برای ساخت جسم استفاده می کند شبیه به SLS است ولی در عین حال به جای آنکه از لیزر برای همجوشی لایه ها به هم استفاده کند از یک عامل اتصال که از نازل خارج می شود استفاده می کند تا پودر ها را به هم متصل کند . درست مانند SLS این روش نیز نیازی به ساپورت ندارد از آنجایی که پودر ها به جای ساپورت عمل می کنند وقتی که جسم پرینت می شود . ولی تمیز کردن و فرآیند های بعد از پرینت نیازمند چندین مرحله شامل جدا سازی پودر های فیوز نشده به وسیله تفنگ هوایی است تا جسم آماده شود .

ساختار ساپورت ها برای پرینت فلزات
تکنولوژی های پرینت فلزات از ساپورت ها برای ثابت کردن جسم به پایه در طی پروسه ساخت در تمام موارد استفاده می شوند . ولی برآمدگی های با زاویه کمتر از ۳۵ درجه را می توان بدون ساپورت ساخت . زمانی که ساپورت ها استفاده می شوند باید توجه داشت که قابلیت دسترسی داشته باشند در غیر این صورت ساپورت را نمی توان جدا کرد .

استفاده از ساپورت به هیچ وجه در کیفیت جسم پرینت شده تاثیر گذار نیست و با فرآیند های صحیح پس از پرینت تمام علائم را می توان از روی جسم برداشت .
چه زمانی مواد ساپورت برای پرینت فلزات نیاز است؟
فرآیند های پس از پرینت به سطح نهایی مورد نیاز بستگی دارند . زمانی که اجسام پرینت شده از صفحه ساخت جدا می شوند مراحل بعدی شامل انفجار واسطه ها ، نورد کردن و پرداخت کردن می باشد .
- جدول زیر به طور خلاصه نشان می دهد که برای کدام تکنولوژی پرینت ساپورت نیاز است .
| تکنولوژی پرینت | نیاز مندی به ساپورت |
| FDM | بسته به هندسه مدل |
| SLA و DLP | بسته به هندسه مدل ( تقریباً همیشه) |
| SLS | هرگز |
| PolyJet | همیشه ولی به آسانی جدا می شود |
| Binder Jetting | هرگز |
| Metal printing | همیشه |
- ساپورت به طور کلی بر روی ظاهر جسم اثرات منفی می گذارد ( به استثنای PolyJet ) فرآیند هایی که پس از پرینت انجام می شوند برای ارتقای سطح نهایی جسم پس از جدا سازی ساپورت ها میباشد .
- هرچه ساپورت بیشتر شود پیچیدگی پرینت نیز بیشتر می شود . میزان استفاده از ساپورت ها ی تواند بهینه شود ( با چرخاندن جسم ، نیازمند دقت بالا) تا هزینه و زمان پرینت کاهش پیدا کند .


{kind=link}
{kind=link}
{kind=link}
{kind=link}