سرویس پرینت سه بعدی SLA، مدل سازی سریع
( ۳D Printing Service )

در صورت تمایل به بهره گیری از خدمات شرکت آرمان ویژن در زمینه سرویس پرینت سه بعدی، مدل سازی سریع، ماکت سازی سریع بوسیله پرینتر سه بعدی خواهشمند است نکات ذیل را مطالعه نمایید.
شما می توانید جهت ساخت ماکت های معماری، مدل سازی قطعات صنعتی، نمونه سازی تجهیزات و ابزار آلات و پیاده سازی ایده های خود از سرویس پرینت سه بعدی، مدل سازی سریع، ماکت سازی استفاده نمایید.
قبل از پر کردن فرم سفارش نکات ذیل را مطالعه نمایید.
راهنمای طراحی در Formlabs
یک پرینت خوب در ابتدا با یک مدل مناسب که به صورت بهینه برای پرینت سه بعدی طراحی شده شروع می شود . ما این راهنمای طراحی را ساختیم تا برخی از حداقل ویژگی هایی را که از Form 1+ انتظار دارید را برآورده کنید .
لطفاً در نظر داشته باشید : این راهنما با توجه به Formlabs Clear resin با دقت ۱۰۰ میکرون پرینت نوشته شده است . ممکن است شما تفاوت جزئی در هنگام استفاده از رزین های دیگر و دقت های متفاوت مشاهده کنید .
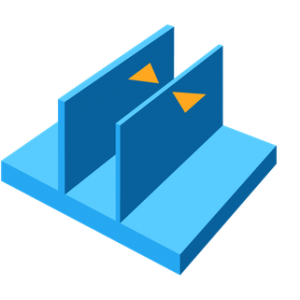
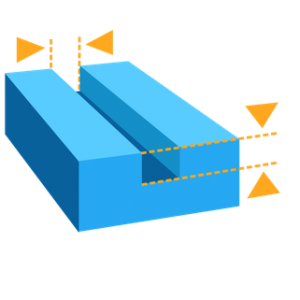
حداقل ضخامت دیوار پشتیبانی شده .
توصیه : ۰٫۴ mm
دیوار پشتیبانی شده دیواری است که از دو یا چند وجه به دیوار های دیگر متصل شده باشد . دیوار پشتیبانی شده با ضخامت کمتر از ۰٫۴ mm امکان دارد در طی peel process تاب بردارد .
نکته : شستشوی دیواره های نازک
باید دقت شود که حین شستشوی ممکن است دیواره های نازک IPA را جذب کنند و تورم پیدا کنند که باعث تغییر شکل مدل می شود . کم کردن زمان غوطه ور شدن در IPA این اثر را محدود می کند .
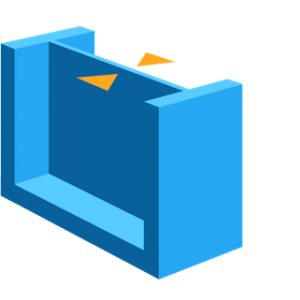
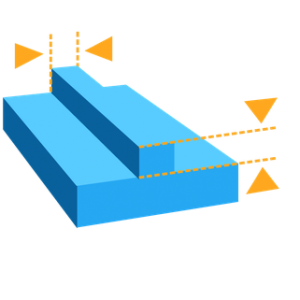
حداقل ضخامت دیوار پشتیبانی نشده .
توصیه : ۰٫۶ mm
دیوار پشتیبانی نشده دیواری است که در کمتر از دو وجه اش به دیوار های دیگر متصل باشد . دیوار پشتیبانی نشده ای که کمتر از ۰٫۶ mm ضخامت داشته باشد ممکن است که در طی پرینت تاب بردارد یا از مدل جدا شود .
حداکثر طول طاق نمای بدون پایه .
توصیه : ۱٫۰ mm
طاق نما به بخشی از مدل گفته می شود که به صورت افقی از آن خارج می شود و موازی صفحه ساخت می باشد . پرینت کردن همچین بخشی بدون ساپورت توصیه نمی شود . از آنجایی که لایه ها نمی توانند ساختارشان را حفظ کنند . طاق هایی با طول بیرون زده ی بیش از ۱ mm اندکی تغییر شکل میدهند و همان طور که طول طاق بیشتر شود تغییر شکل مدل نیز به شدت افزایش می یابد . می توانید با روشن کردن ساپورت های داخلی در PreForm از استحکام طاق هایتان اطمینان حاصل کنید .

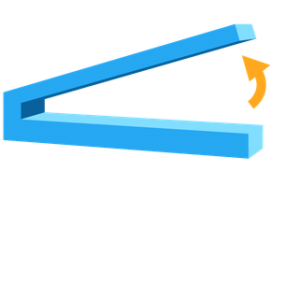
حداقل زاویه طاق نمای بدون پایه .
توصیه : ˚۱۹ از افق ( ۳۵ mm طول × ۱۰ mm پهنا × ۳ mm ضخامت )
زاویه طاق نما همان زاویه بیرون زدگی از افق است . اگر با زاویه ای کمتر از ˚۱۹ پرینت شود ، ممکن است که باعث شکستن مدل در بخش بیرون زده بشود . جسمتان را به نحوی بچرخانید تا بخش هایی که امکانش را دارند ساپورت داشته باشند ( در صورتی که جسم نیازی به ساپورت داشته باشد ) .
حداکثر طول دهانه یا پل پایه دار .
توصیه : ۲۱ mm ( 5 mm پهنا × ۳ mm ضخامت )
یک دهانه به فاصله ی متوسط بین ستون های یک ساختار گفته می شود . با این که پرینت کردن دهانه های بدون ساپورت توصیه نمی شود برخی از احجام هندسی را می توان بدین صورت به خوبی پرینت کرد . برای یک تیر با پهنای ۵mm و ضخامت ۳mm ، دهانه های بیش از ۲۱mm خراب می شوند . برای جلوگیری از شکستن در طول روند لایه برداری باید طول تیر های پهن را کوتاهتر نگه داشت .

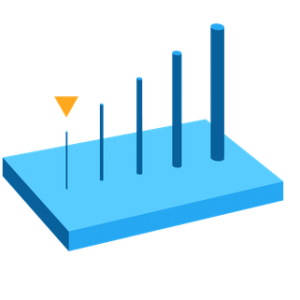
حداقل قطر سیم قائم .
توصیه : ۰٫۳ mm (7mm ارتفاع ) تا ۱٫۵ mm ( 30 mm ارتفاع )
سیم قطعه ای است که طول آن از دو برابر ضخامتش بیشتر است . این نسبت کلید پرینت سیم هاست ; اگر ضخامتتان ۰٫۳ mm است تا پیش از مشاهده ی تاب برداشتگی سیم ۷ mm پرینت کنید و اگر ضخامت ۱٫۵ mm بود می توانید ۳۰ mm بدون خمیدگی پرینت کنید .
نکته : مانند نکته ی شستشوی دیواره های نازک دقت بیشتری باید در شستشوی سیم های نازک به کار رود چون IPA میتواند به راحتی به آنها آسیب بزند . با به حداقل رساندن زمان غوطه وری در IPA می توان این تاثیر را محدود کرد .
حداقل جزییات نقش برجسته .
توصیه : ۰٫۱ mm
جزییات نقش برجسته ویژگی هایی با ارتفاع کمی هستند که بر روی مدل برآمده شده اند ، مانند نوشته ها . جزئیاتی با ضخامت و ارتفاعی کوچکتر از ۰٫۱ mm ممکن است در پرینتتان دیده نشود .
حداقل جزئیات حکاکی .
توصیه : ۰٫۴ mm
جزئیات حکاکی شده ویژگی هایی هستند که بر روی مدل شما ثبت شده اند . جزئیات فرورفتگی کمتر از ۰٫۴ mm در ضخامت و ارتفاع ممکن است دیده نشوند چون که با بقیه ی مدل در حین پروسه ی پرینت فیوز می شود .
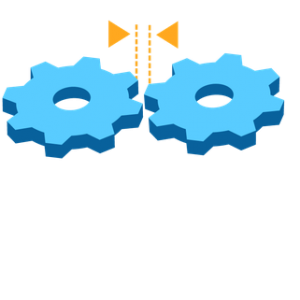
حداقل فاصله ی ایمن .
توصیه : ۰٫۵ mm
فاصله ی ایمن مقدار طول مورد نیاز بین دو قطعه ی متحرک است ( به عنوان مثال فاصله بین چرخ دنده ها یا مفاصل ) اگر این فاصله از ۰٫۵ mm کمتر باشد ممکن است باعث شود دو قطعه به هم جوش بخورند .
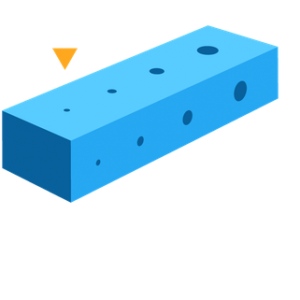
حداقل قطر سوراخ ها .
توصیه : ۰٫۵ mm
سوراخ خای با قطر کمتر از ۰٫۵ mm در محور های x y و z ممکن است در طی پرینت بسته شوند .
حداقل قطر سوراخ تخلیه .
توصیه : ۳٫۵ mm
برای مدل هایی که به طور کامل بسته هستند سوراخ های تخلیه رزین توصیه می شود . ( مثل یک کره ی توخالی یا یک استوانه ی تو خالی که مستقیم بر روی صفحه ساخت قرار دارد ) اگر سوراخ تخلیه وجود نداشته باشد ممکن است رزین درون قطعه گیر کند و باعث انفجار قطعه شود .
